一般的な転がり軸受の取り付けと取り外し方法
転がり軸受機械設備の中核部品である軸受は、その取り付けと取り外しの品質が設備の動作精度、安定性、そして寿命に直接影響を及ぼします。適切な取り扱いをすることで、軸受の変形や軌道面の損傷といった問題を防ぎ、設備の故障リスクを軽減することができます。この記事では、一般的に使用される軸受の取り付けと取り外し方法について詳しく説明します。転がり軸受具体的な運用ガイドラインも記載されています。
1. 転がり軸受の設置方法と動作
インストール前に3つの準備手順が必要です。まず、ベアリング錆や傷などの表面欠陥を検査し、モデルが設計仕様を満たしていることを確認します。また、内輪または外輪を回転させ、固着がなくスムーズに作動することを確認します。次に、シャフトジャーナル、ベアリングハウジングのボア、および取り付け工具を清掃し、油、金属片、その他の汚染物質を除去します。最後に、ベアリングの寸法と取り付け要件に応じて、ハンマー、銅棒、スリーブ、加熱装置(例:オイルバス炉)、マイクロメーターなどの工具を準備します。
1.冷間取り付け方法:内径≤50mmの小型ベアリングに適しています
この方法は加熱を必要とせず、工具を用いて直接力を加える方式です。手順:1. ベアリングをシャフトジャーナルに滑らかに固定し、端面が肩部と面一になるようにします。2. 内径がシャフトよりわずかに大きく、外径がベアリングの外輪よりわずかに小さいスリーブを取り付けます。外輪への直接的な衝撃は避けます。3. ベアリングの位置を監視しながら、スリーブの端面をハンマーで均等に叩き、シャフトの肩部と完全に位置合わせされるまで続けます。4. 取り付け後、ベアリングを手で回転させ、抵抗なくスムーズに動作することを確認します。

図1:冷間圧入工具の組み立てとベアリングの取り付けの概略図
2.ホットインストール方式:内径50mm以上の中型および大型ベアリングに適しています。
熱膨張と収縮の原理を利用して、内輪の内径を拡大します。ベアリング、取り付け抵抗が低減します。手順: ベアリングをきれいな変圧器油または専用のベアリング加熱油に浸し、容器の底から最低 50 mm の隙間を空けて完全に浸し、不均一な熱接触を防ぎます。温度計を使用してリアルタイムで監視しながら、加熱を 80 ~ 100 °C (最大 120 °C) に維持します。20 ~ 40 分の加熱時間により、内輪と外輪の両方にわたって均一な温度分布が確保されます。取り外した後、すぐにきれいな綿の布で表面の汚れを拭き取ります。ベアリングをシャフトのネックに合わせて素早く挿入し、銅棒を使用して内輪の端面を軽くたたいて、適切な肩部接触が得られるまで位置決めします。ベアリングは冷却時に自然に収縮し、シャフトのネックとしっかりと密着します。冷却後、回転柔軟性を再確認します。
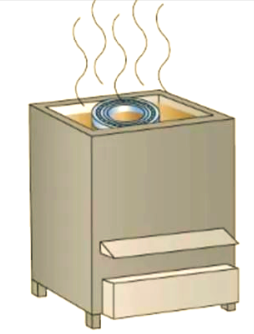
図2:油浴加熱装置の動作模式図
3.ベアリングハウジングの取り付け:外輪とベアリングハウジングの連携シーン
ベアリング外輪とハウジング間の締まりばめを行う場合は、外輪に潤滑剤を塗布し、スリーブを用いて端面を均等に叩いて取り付けます。すきまばめを行う場合は、ベアリングをハウジングの穴に挿入し、外輪が位置決め段部に合っていることを確認します。取り付け後、マイクロメーターを用いてラジアル振れと軸方向移動を測定し、誤差が装置の精度要件を満たすようにしてください。

図3:ベアリングハウジングの取り付けと精密検査の概略図
2. 分解方法と操作転がり軸受
分解前にベアリングとその周辺を清掃し、ベアリングの取り付け位置と向きを記録しておくことで、再組立時のミスを防止できます。ベアリングの取り付け方法に応じて、プーラー、分解工具、加熱装置、油圧装置など、適切な分解工具を選択してください。
1. ラマ分解法:最も一般的に使用される分解方法で、軸端が露出しているベアリングに適しています。
適合仕様のプーラーを選定することで、爪がベアリングの内輪をしっかりと掴み、外輪との接触による変形を防止できます。スクリューロッドの先端を軸心に合わせ、ロッドをゆっくり回転させることで爪に均等な力が分散され、ベアリングをスムーズに取り外すことができます。ベアリングが固く締まっている場合は、内輪に少量の潤滑剤を塗布するか、ヒートガンで急速加熱(100℃以下)してください。この熱膨張と収縮の影響により、分解前に締付け強度が低下します。

図4:ベアリング分解作業の概略図
2.ノッキングと分解方法:小型およびクリアランスベアリングに適しています
銅棒または柔らかい素材を使用して、ベアリングの内輪の端面を押し、円周に沿って均等に叩きます。シャフトジャーナルやベアリングを損傷しないように、適度な力で叩きます。ベアリングがシャフトの端にある場合は、シャフトを固定し、ハンマーで端を直接叩き、反力を利用してベアリングを取り外します。ベアリングがシャフトの中間部にある場合は、タッピングを行う前に、まず力の作用点をスリーブに合わせます。

図5:ノックアンドディスアセンブル法における力の作用点と操作ガイドラインの概略図
2.油圧分解法:大型および大干渉ベアリングに適しています
シャフト端の油圧油穴が予め設定されている場合は、油圧装置を油穴に接続し、高圧油をゆっくりと注入して、シャフトとベアリングの内輪の間に隙間を作ります。同時に、プーラーを使用してベアリングをスムーズに取り外すと、シャフトとベアリングへの損傷を効果的に軽減し、部品の再利用性を確保できます。

図6:油圧分解装置の接続と操作プロセスの概略図
III. 注意事項
取り付けおよび分解の際には、重大な損傷を防ぐため、ベアリングの転動体や保持器をハンマーで直接叩かないでください。ベアリングを加熱する際は、汚染を防ぐため専用の潤滑剤を使用してください。分解後は、ベアリングを徹底的に洗浄し、点検してください。摩耗、亀裂、その他の欠陥のあるベアリングは、直ちに交換してください。ベアリングと機器の安定した動作を確保するには、標準化された手順を厳守することが不可欠であり、すべてのプロセス要件を厳密に遵守する必要があります。
転がり軸受の適切な取り付けと分解は、設備の信頼性を確保し、メンテナンスコストを削減し、耐用年数を延ばすために不可欠です。正しい手順を採用し、適切な工具を選択し、厳格な運用規律を維持することで、企業は機械の故障や性能低下のリスクを大幅に軽減できます。
高精度部品の信頼できるサプライヤーとしてベアリングソリューション、TP多様なニーズに合わせた幅広い製品と技術サポートを提供します産業用途TPは、高度な製造能力、厳格な品質管理、そして顧客重視のアプローチを基盤として、世界中のパートナーがより高い効率性、より低い故障率、そして長期的な運用安定性を実現できるよう支援することに尽力しています。詳細や技術的なご相談については、お気軽にお問い合わせください。接触 TP.
投稿日時: 2025年12月2日



